轴承的装配与内外圈固定方法,一文让你搞懂!
来源:www.ibc-i.com 发布时间:2022-03-30
轴承的主要功能是支撑机械旋转体,保证轴及其运动部件的工作位置和精度,减少摩擦和磨损,承受载荷。在日常应用中,轴承的装配通常需要专业的操作指导或经验丰富的轴承工程师。现在,IBC轴承代理将介绍常见的轴承装配方法和技巧
轴承常见装配方法
1。敲击方法:配合过盈量小时,可用手锤敲击安装轴承;方法是将铜棒或软铁和套筒放在轴承的内圈或外圈上,用锤子敲击铜棒,均匀对称地安装轴承
2。顶压法:配合过盈量大时,用压力机压轴承,压时放入套筒。3.温差法:当配合过盈量较大时,可采用温差法进行装配,轴承温差法进行装配。在维护期间,经常使用热组装的方法。加热方式采用电加热器和油浴加热,其中电加热器在现场广泛使用
轴承装配中的常见问题和关键环节
1。热装配前的准备
重新检查零件的配合尺寸、直径、凸台、圆根和倒角,并清洁配合表面。关键部件的平键应根据轴的键槽和孔提前修理并固定在轴上。对于斜键或切键,使用导向键以确保键槽的相互位置。热装前,挡圈、垫片等零件应无误修理、试装,并经验证合格后进行组装
热装前应找正,同时做好划线标记和方向指示标记。装配表面涂有润滑油,以减少安装过程中的摩擦阻力。热装配前,应制作测量尺,测量并确认加热后的工件是否加热到装配状态。直尺应满足光照使用条件,不易变形,在距热源一定距离处能准确测量被测零件的热膨胀
直尺可由金属棒或金属板制成,实际尺寸应等于被测零件直径的标称尺寸加上配件处的最大干涉,以及装配所需的最小间隙(其结构如图所示)
被加热的零件彻底加热后,测量尺可以自由通过,只有在重新检查确认测量结果准确后,才能终止加热并进行热装配操作
2。消除热装配设备轴向间隙的方法??热装后,由于冷却收缩的结果,轮轴的轴向定位台肩经常出现轴向间隙。本质上,装配不到位,定位不可靠。因此,有必要消除热装过程中的间隙。一般采用冲击法、螺栓张紧法和压重法
轴承内外环定位固定法
a)将轴挡圈插入轴槽中,主要用于轴向力小、转速不高时
b)用螺钉固定的轴端挡圈紧固,可承受高速大轴向力,螺钉应有防松措施
c)用圆螺母和止动垫圈紧固,主要用于高速大轴向力的情况
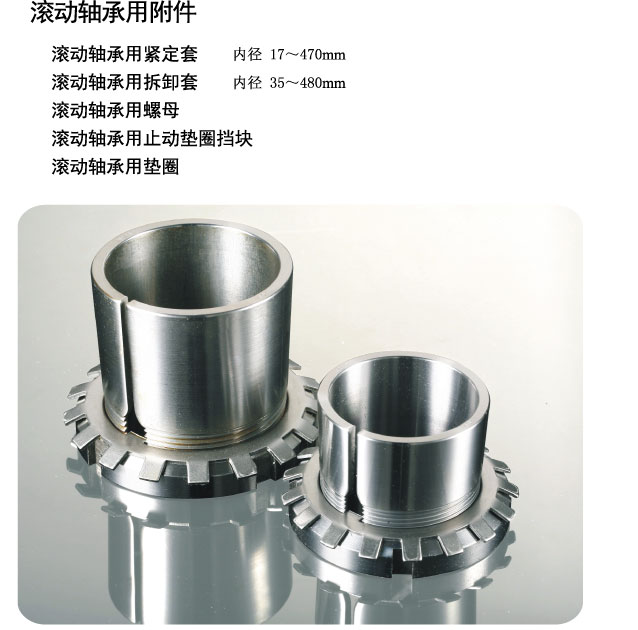
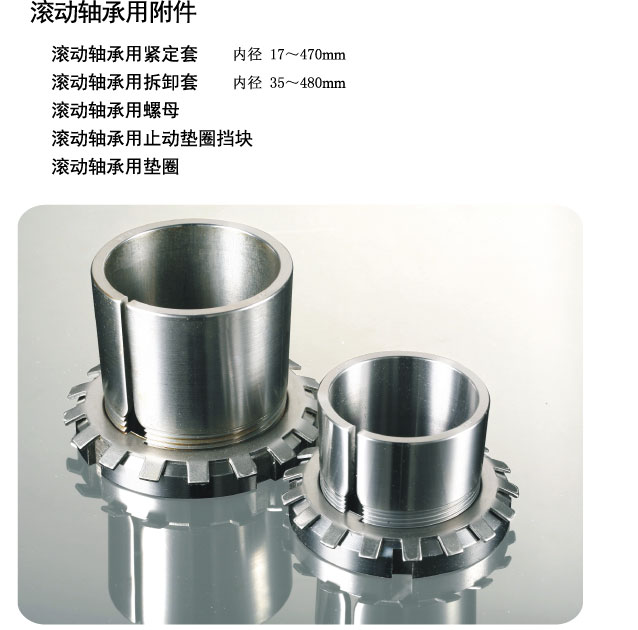
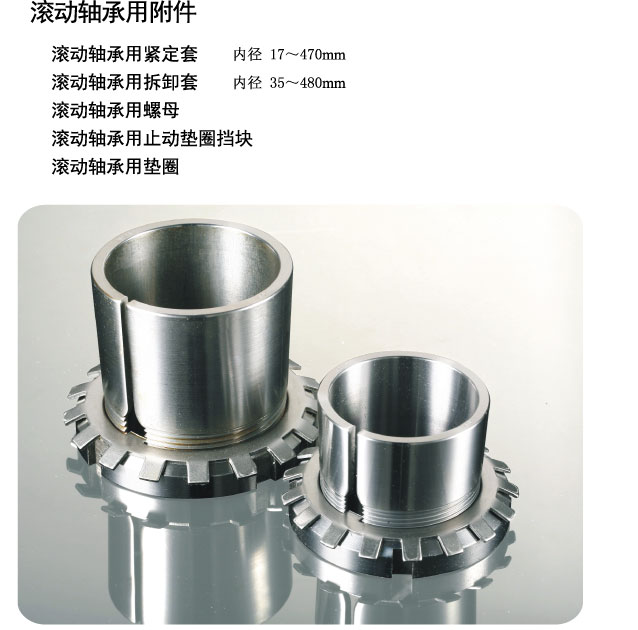
d)用锥形套筒定位,用止动垫圈和圆螺母紧固。用于光轴和内圈上有锥形孔的轴承
e)嵌在壳体凹槽中的孔用弹性挡圈固定,主要用于轴向力较小且需要减小轴承装置尺寸时
f)用轴承端盖固定,用于各种向心,高速、轴向力大的推力和向心推力轴承
g)将轴卡环插入轴承外圈的止动槽中紧固,用于壳体不方便设置肩部时
h)用螺纹环紧固,用于轴承转速高、轴向力大时,但不适合与轴承端盖紧固。